Beeinflussung des Werkstoffzustands durch Wärmebehandlung
Nach der Produktion hat der Stahl meist noch nicht die für den Verwendungszweck notwendigen Eigenschaften. Die wichtigsten Grundlagen sind durch die Legierung bereits gelegt. Durch eine abschließende Wärmebehandlung können dann weitere Verbesserungen erzielt werden.
Unter dem Begriff Wärmebehandlung sind verschiedene Verfahren zusammengefasst, die unterschiedliche Ziele verfolgen. Der Werkstoffzustand kann über den ganzen Querschnitt so verändert werden, dass zum Beispiel Härte, Zugfestigkeit oder Zähigkeit einen bestimmten Wert erreichen. Andere Verfahren erlauben eine gezielte Änderung der Randschicht, können jedoch auch gewünschte und unerwünschte Veränderungen im Werkstoffinneren hervorrufen.
Der Temperatur-Zeit-Verlauf
Eine Wärmebehandlung besteht aus drei Schritten: Aufheizen, Halten und Abkühlen. Bei allen Schritten ist es wichtig, exakte Verläufe der Temperatur über die Zeit einzuhalten. Dem Eisen-Kohlenstoff-Diagramm kann man entnehmen, welche Gefügeumwandlungen bei unendlich langsamer Abkühlung stattfinden. Ändert man jedoch die Abkühlgeschwindigkeit, können sich andere Gefügestrukturen ausbilden.
Die Gefügevorgänge beim Aufwärmen folgen messbaren Verläufen, die im Zeit-Temperatur-Austenitisierungs-Schaubild (ZTA-Diagramm) festgehalten sind. Das Diagramm gilt jeweils nur für eine ganz bestimmte Stahlsorte, da der Werkstoffzustand stark von den enthaltenen Legierungselementen abhängt. Zum Härten will man häufig möglichst homogenes Austenit erhalten. Das bedeutet, dass der Kohlenstoff nicht als Eisencarbid, sondern im Metallgitter gelöst vorliegt und möglichst gleichmäßig verteilt ist. Nach dem Erreichen einer Temperatur in der Randschicht dauert es noch einige Zeit, bis das Werkstück vollständig durchgewärmt ist. Danach wird die Temperatur gehalten, bis die Umwandlung zum nötigen Grad abgeschlossen ist. Je nach Verwendungszweck kann auch eine unvollständige Umwandlung wünschenswert sein.
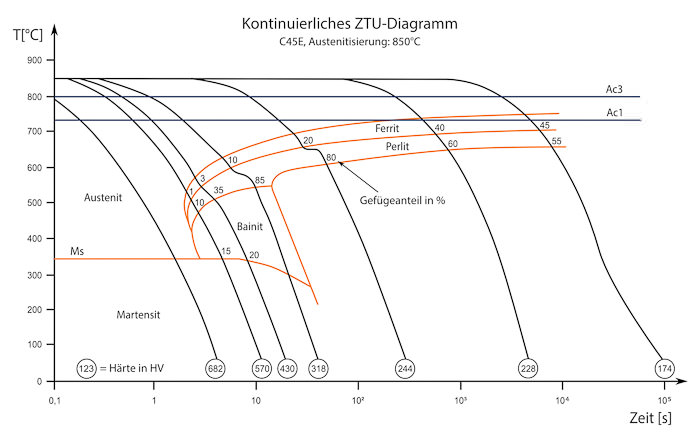
Beim Abkühlen folgen die Gefügeumwandlungen einem anderen Verlauf, der im Zeit-Temperatur-Umwandlungs-Schaubild (ZTU-Diagramm) beschrieben wird. Bei hoher Abkühlgeschwindigkeit erfolgt die Umwandlung von Austenit in Perlit sehr schnell bei etwa 723°C. Dabei kann der Kohlenstoff nicht mehr vollständig diffundieren und die Umwandlung und Ausscheidung von Zementit wird behindert. Bei sehr hohen Abkühlgeschwindigkeiten von über 15°C/s entsteht anstelle von Perlit Bainit, ein Gefüge, bei dem das kubisch-raumzentrierte Gitter durch den eingelagerten Kohlenstoff verzerrt ist.
Bei extrem schneller Abkühlung erfolgt eine Gefügeumwandlung erst unterhalb von 400°C. Dann bildet sich innerhalb kürzester Zeit ein tetragonal raumzentriertes Gitter, welches sich stark vom normalen Perlit oder Bainit unterscheidet. Dieses Gefüge wird Martensit genannt und ist extrem hart und spröde.
Die Verfahren und ihre Ziele
Beim Härten möchte man eine möglichst vollständige Umwandlung von Austenit in Martensit erreichen. Damit die Umwandlung möglichst vollständig erfolgt, ist eine extrem schnelle Abkühlung notwendig. Trotzdem kann es, je nach Stahlsorte, vorkommen, dass auch ein geringer Anteil Bainit im Stahl enthalten ist.
Nach dem Härten ist der Werkstoff sehr spröde. Um Risse zu vermeiden und ein möglichst gutes Verhältnis zwischen Formbarkeit und Festigkeit zu erhalten, ist es oft zweckmäßig, den Werkstoff anzulassen. Das Anlassen entspricht einem erneuten Aufheizen auf eine relativ niedrige Temperatur und hat eine teilweise Umwandlung des Martensit zum Ziel. Die Kombination aus Härten und Anlassen wird Vergüten genannt.
Das Bainitisieren ist eine Zwischenstufe, bei der ein gehärteter Werkstoff vorliegt, der nicht ganz die Festigkeit und Härte von Martensit erreicht. Dem Bainitisieren folgt in der Regel kein Anlassen.
Für das Randschichthärten verzichtet man auf ein Durchwärmen des Werkstoffs und erhitzt nur die Randschicht. Die Erwärmung erfolgt häufig durch Induktion. Die Gefügeumwandlungen an der Oberfläche entsprechen denen beim normalen Härten.
Weitere Härtungsverfahren sind beispielsweise das Einsatzhärten (Aufkohlen) und das Nitrieren. Dabei wird der Stahl in Kohlenstoff bzw. Stickstoff erhitzt, um in der Oberflächenschicht den Kohlenstoffgehalt zu vergrößern oder Nitride zu bilden. Beide Prozesse führen zu einer extrem harten Oberfläche.
Bei langsamer Abkühlung und niedrigeren Haltetemperaturen finden Prozesse, wie das Spannungsarmglühen, Normalglühen, Weichglühen, Grobkornglühen, Diffusionsglühen und Rekristallisationsglühen, statt. Die Verfahren haben grundsätzlich alle zum Ziel, die Körnung des Werkstoffs zu ändern und mögliche Spannungen und Versetzungen abzubauen.
